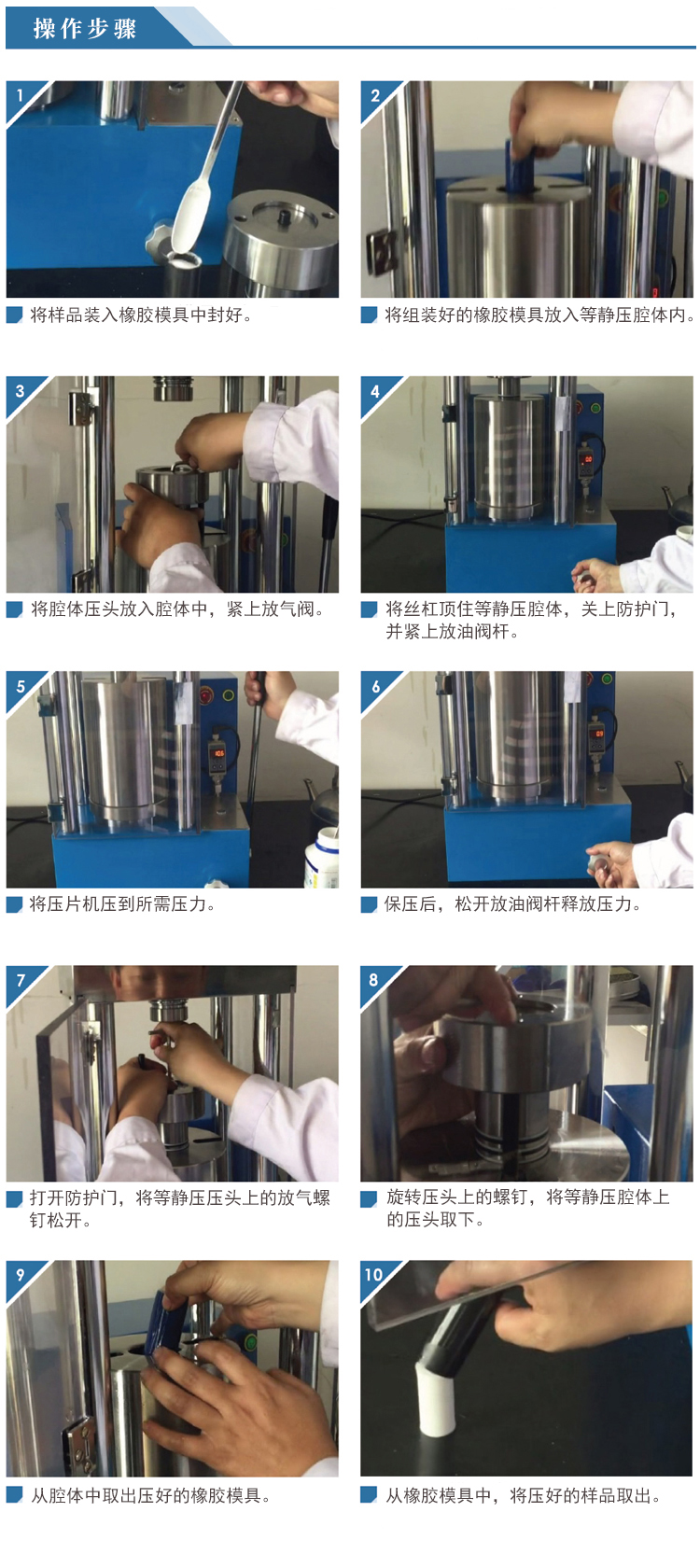
操作步骤:
1、将样品装入橡胶模具中封好。
2、将组装好的橡胶模具放入等静压腔体内。
3、将腔体压头放入腔体中,紧上放气阀。
4、将丝杠顶住等静压腔体,关上防护门,并紧上放油阀杆。
5、将压片机压到所需压力。
6、保压后,松开放油阀杆释放压力。
7、打开防护门,将等静压压头上的放气螺钉松开。
8、旋转压头上的螺钉,将等静压腔体上的压头去下。
9、从腔体中取出压好的橡胶模具。
10、从橡胶模具中,将压好的样品取出。
11、对已成型样品进行二次加压,可用橡胶手套等包裹住样品,密封好,直接放进等静压腔内施压;
压片机注意事项:
1、运途中为了防止漏油所以将注油孔螺钉都紧的很紧,但油池密封性很好导致油缸不能吸进去液压油,无法正常上压。正常使用时,需要将螺钉松开一点;
2、加压时候注意,丝杠的螺纹必须全部进入上板,不能只连接几扣。防止丝杠螺纹变形;
3、定期在丝杠处加润滑油。防止丝杠生锈影响使用;
4、加压决不允许超过机器的压力范围,否则会发生危险;
5、压片机使用清洁的46号抗磨液压油为宜;
6、加压时感觉手动压把有力,但压力表无指示,应立即卸荷检查压力表;
7、新机器或较长一段时间没有使用时,在用之前稍紧放油阀,加压到5-10MPa时即卸荷,连续重复2-3次,即可正常使用;
8、大活塞不要超过规定行程,否则会导致拉簧变形,油缸无法回到初始位置;
9、压片机压把摇动无力,压力表不上压,螺钉松开,用手堵住低压阀口,摇动压把,油会从处流出,手堵不住阀门的油冒出时候,将螺钉还原紧死;